����ָ����V����Vģ��(n��i)Ó����һϵ�в�������V��ע�ꮅ��Óģ�ĕr�g����һͰ����һ֧(��ע�P)��V��ע�ꮅ����һ֧�V�_ʼÓģ(Óñ)�ĕr�g�Q����V�Ă��R�r�g���(zh��n)�o���V��Ҫ����V���wȫ�����̷����_ʼÓ����ñ�����(zh��n)�o���V�ͷ��v���V�����̌��_(d��)��һ����ȼ���Óģ�����N��V��ģ��(n��i)�Ă��R�r�gȡ�Q����V�������ٶȻ���ȫ���̕r�g���ɸ���(j��)��(j��ng)�Ӌ���?q��)��_����С��䓏S���a(ch��n)����3t���µ���V��һ����ͨ�Ø�ʽ���ؙC(j��)���ӵ�Óģ(�V)�A��������Óģ���I(y��)����܇ע�����a(ch��n)����V��䓏S��Óģ���g����Óģ(�V)�C(j��)���I(y��)��
����Óģ(�V)�C(j��) �����΄�(w��)��̎����ͬ�Π�ߴ�͆��ص���V��������¹�ˇ���������ɻ�(qi��ng)��Óģ��Ó����ñ��Ó�V�����ɻ�(qi��ng)��ȡ�µװ��ϵ���V���F(xi��n)�е�Óģ�C(j��)������(sh��)�����o�����������ؙC(j��)е���b��ĊA������플��ù��ߡ�ͨ�^�A�Q���_�]�c�����\(y��n)�Ӻ���V����Vģ������������ɸ��N����Óģ��Óñ��Ó�V���I(y��)��������픹��ߵ�픡������c�A������֮�g������ֱ���\(y��n)�Ӷ��M(j��n)�Џ�(qi��ng)��Óģ(Ó�V)���I(y��)�����õ�Óģ�C(j��)���ʽ(������Tʽ����������ʽ)Óģ���ؙC(j��)���е�䓏SҲ�b�е���(�̶�ʽ)Óģ�b�á���ʽÓģ���ؙC(j��)�Ĺ�������һ���Ï�(qi��ng)��Óģ����������Óģ(����)�������o�^����������ʾ������(j��)��V�����x��Óģ�C(j��)���������Ʌ������½�(j��ng)ʽ��
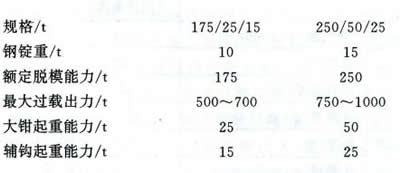
����P=(10��20)Q��P=75+10Qʽ��P��Óģ�C(j��)����������t��Q����V���أ�t��
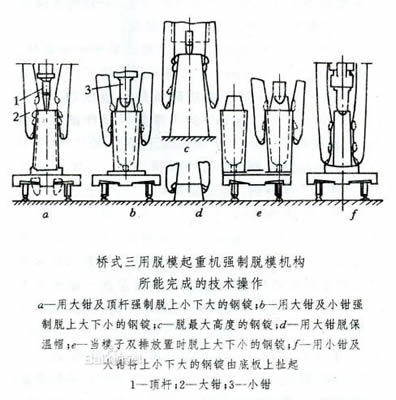
������ʽÓģ���ؙC(j��)�IJ������ܼ��A�Q�Π�Ҋ�D��������ģʹ�ô��Q������Ó�Vʹ��С�Q����(qi��ng)��Óģ�r�½�픗U�ס��V�ô��QÓģ����(qi��ng)��Ó�V�rؐij�ô��Q��ֹģ���S�V����������Óģ�C(j��)һ��ֻ����̎���Vһģճ�B�A(y��)Ó�Vʧ�����ϴ���С��V��������ǣ���һ���A�Q�A��ģ���¶�ʹ֮�̶����ӣ��_��픗Uʹ֮��������ģ�ӵף�����픗U�������˺�_ճ�B������V픳���Vģ��
����Óģ��ˇ ܇�T�ĸ����V��Óģ��ˇ������ͬ��
����(1)�ϴ���С������ñ�(zh��n)�o���V��ȫͰ䓝�ע�ꮅ����ԭ���o��40��60min���T�V܇�������þ��^�m(x��)�o��������������Óģ���g���_(d��)��Ҏ(gu��)����Óģ�r�g�_ʼ����ע�Ⱥ����Ó������ñ������ñ���ڌ���ƽ��܇���ͻ���ģ���g��Óñ���_ʼ��ԭ����A(y��)Ó�V(Ҋ�D)��ȫ���A(y��)Ó�ꮅ�������d�T܇�ͳ�܈�S����t���g����V�b�t���ؙC(j��)����V��ģ��(n��i)ȡ�����b�����t���d�п�ģ���T܇������ģ���g��
����(2)��С�´���V(�����(zh��n)�o䓡����(zh��n)�o䓡����v���V)��ȫͰ䓝�ע�ꮅԭ���o��30��40mim��Ȼ���T܇�������þ��^�m(x��)�o������������Óģ���g����ע���Óģ����Vģ���Ì���ƽ��܇������s��(����ģ���g��s�_)��s�����d�T܇�ͳ�܈�S������g����V�b�t���ؙC(j��)����V�ɵװ���ȡ���b�t���T܇������ģ���g����pС��С�´���VÓģ�����V�^����ɢ�ᣬ�е�䓏S��Óģ܇�g����V�Եװ���ȡ�·����ڱ���܇��(n��i)�;�����g���������V�b�t�ضȡ�
